


轴承的安装与拆卸
轴承的安装是否正确直接影响轴承使用时的精度、寿命和性能。
轴承安装技巧
1利用铜棒和手工锤击安装
这是安装中小型轴承的一种简便方法。当轴承内圈为紧配合,外圈为较松配合时,将铜棒紧贴轴承内圈端面,用锤直接敲击铜棒,通过铜棒传力,将轴承徐徐装到轴上。
轴承内圈较大时,可用铜棒沿轴承内圈端面周围均匀用力敲击,切忌只敲打一边,也不能用力过猛,要对称敲打,轻轻敲打慢慢装上,以免装斜击裂轴承。
2利用套筒安装
此法与利用铜棒安装轴承道理相同。它是将套筒直接压在轴承端面上(轴承装在轴上时压住内圈端面;装在壳体孔内时压住外圈端面),用手锤敲击力能均匀地分布在安装的轴承整个套圈端面上,并能与压力机配合使用,安装省力省时,质量可靠。安装所用的套筒应为软金属制造(铜或低碳钢管均可)。
若轴承安装在轴上时,套筒内径应略大于轴颈1-4mm,外径略小于轴承内圈挡边直径,或以套筒厚度为准,其厚度应制成等于轴承内圈厚度的2/3-4/5,且套筒两端应平整并与筒身垂直。若轴承安装在座孔内时,套筒外径应略小于轴承外径。
3压力机压入法
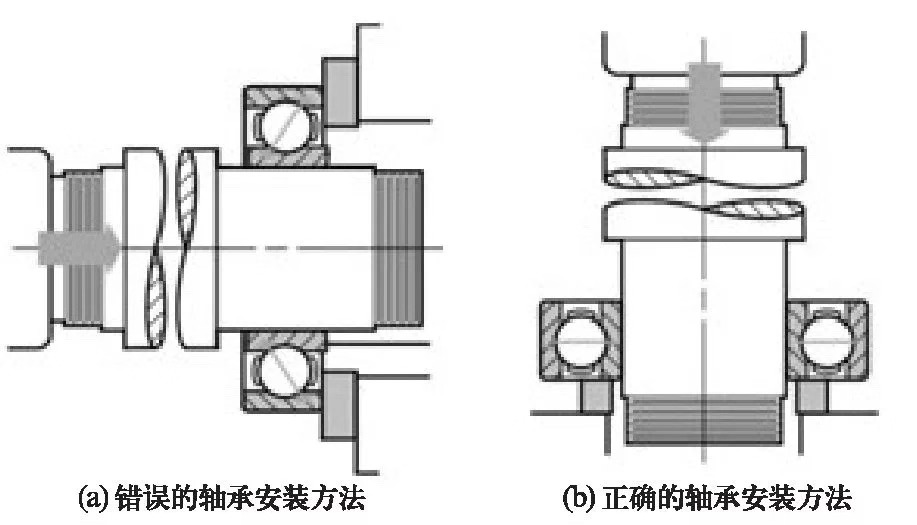
安装压力应直接施加于过盈配合的轴承套圈端面上,否则会在轴承工作表面上造成压伤,导致轴承很快地损坏。
4加热安装
对于安装过盈量较大的轴承或大尺寸轴承,为了便于安装,可利用热胀冷缩原理,将轴承在油箱中加热后用铜棒、套筒和手锤安装。加热时温度一般控制在100℃以下,80-90℃较为合适。
温度过高时,易造成轴承套圈滚道和滚动体退火,影响硬度和耐磨性,导致轴承寿命降低及过早报废。

轴承与轴的配合一般为过渡配合,座圈与轴承座孔的配合一般为间隙配合。双向轴承的中轴圈应在轴上固定,以防止相对于轴转动。轴承的安装方法,一般情况下是轴旋转的情况居多,因此内圈与轴的配合为过盈配合,轴承外圈与轴承室的配合为间隙配合。
安装轴承时,要先将千分表固定于箱壳端面,使表的触头顶在轴承轴圈滚道上边转动轴承,边转动边观察千分表指针,若指针偏摆,说明轴圈和轴中心线不垂直。如果箱壳孔较深时,亦可用加长的千分表头检验。这是个很好的检验轴圈和轴中心线垂直度的方法。
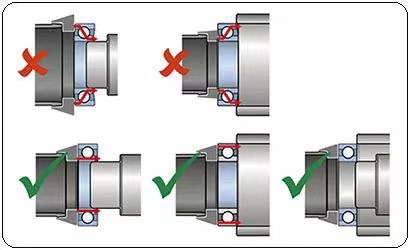
轴承安装装反了,不仅轴承工作不正常,且各配合面会遭到严重磨损。由于轴圈与座圈和区别不很明显,装配中应格外小心,不能装反。
安装正确的时候应当是其座圈能自动适应滚动体的滚动,确保滚动体位于上下圈滚道。除此之外,轴承的座圈与轴承座孔之间还应留有0.2—0.5mm的间隙,用以补偿零件加工、安装不精确造成的误差,当运转中轴承套圈中心偏移时,此间隙可确保其自动调整,避免碰触摩擦,使其正常运转。否则,将引起轴承剧烈损伤。

安装时的注意事项
01
对于间隙配合的轴承圈,建议在配合面涂一层薄薄的防蠕动腐蚀剂,以防配合面之间产生摩擦腐蚀。
02
安装时对轴承施加的作用力,绝不可通过滚动体从一个轴承圈传递到另一个轴承圈,否则可能会对滚道造成损坏。但在任何情况下,都不可以直接敲击轴承圈、保持架、滚动体或密封件。
03
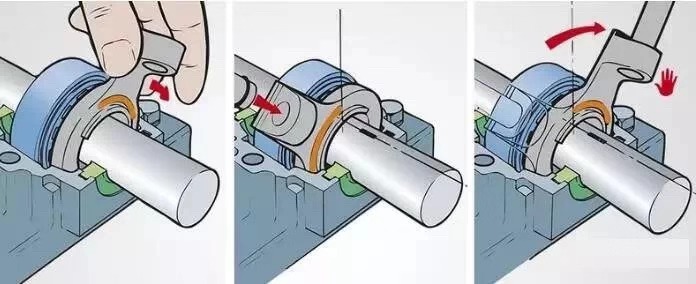
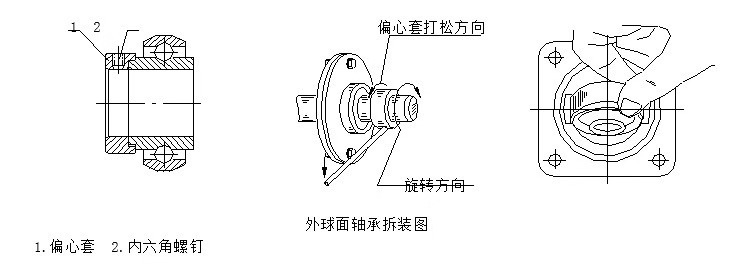
装偏心套。先将偏心套套在轴承内套的偏心台阶上,并用手顺轴的旋转方向拧紧,然后再将小铁棍插入或顶住偏心套上的沉孔,用手锤顺轴的旋转方向敲击小铁棍,使偏心套安装牢固,最后锁紧偏心套上的内六角螺钉。
04
固定轴承座的螺栓先不要拧紧,要让轴承外套在轴承座内能转动。再将轴承座螺栓紧固好。同样装好同一根轴上的另一端轴承和座,将轴转动几圈,让轴承本身自动找正位置后。
05
在轴承座与轴承配合面涂润滑油,把轴承装入轴承座内。然后将装配好的轴承与轴承座一起套在轴上,推至所需位置处进行安装。
轴承拆卸方法
1. 轴承上带有偏心套时先拧松偏心套上锁紧螺钉,然后用小铁棍插入或顶着偏心套上的沉孔,逆着轴的旋转方向打松偏心套(见图)。
2. 拧掉固定冲压轴承座的螺栓,并将轴承和轴承座从轴上卸下。在拆卸轴一端的轴承座之前,应将轴另一端的轴承螺栓松开,以免轴承损坏。
备注:轴承的锁紧螺丝与锁紧套工作时间长了都会松动,必须定期检查锁紧

正确安装轴承不仅可以延长轴承的使用寿命,降低成本,还可以大大提高生产效益。所以,学习正确的轴承安装和拆卸知识刻不容缓。

